圆管弯曲机-欢迎来厂考察

为全力保障用户权益,郑州金水山西万泽锦达机械制造有限公司设有技术强大的售后服务团队,在全国设有5个授权售后服务站,每个服务站配备2-3名售后工程师随时待命,确保做到2小时内响应,24小时内到达现场,72小时内解决问题,解除您的后顾之忧。
通过十年的快速发展,公司在企业规模、 圆管弯拱机研发实力和市场占有率等方面都颇具实力,是国内高认可度的 圆管弯拱机解决方案提供商。



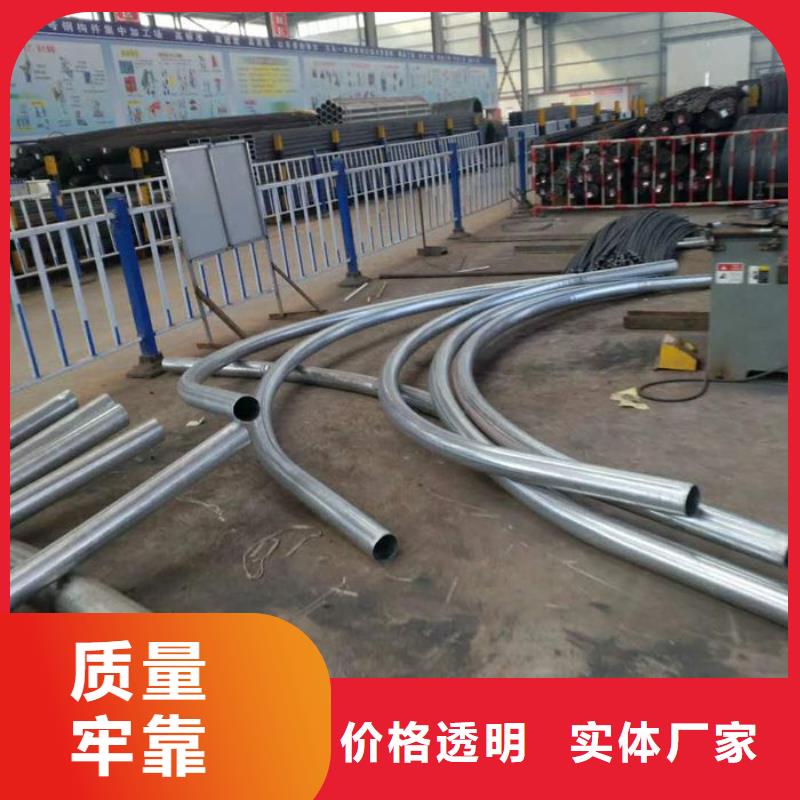
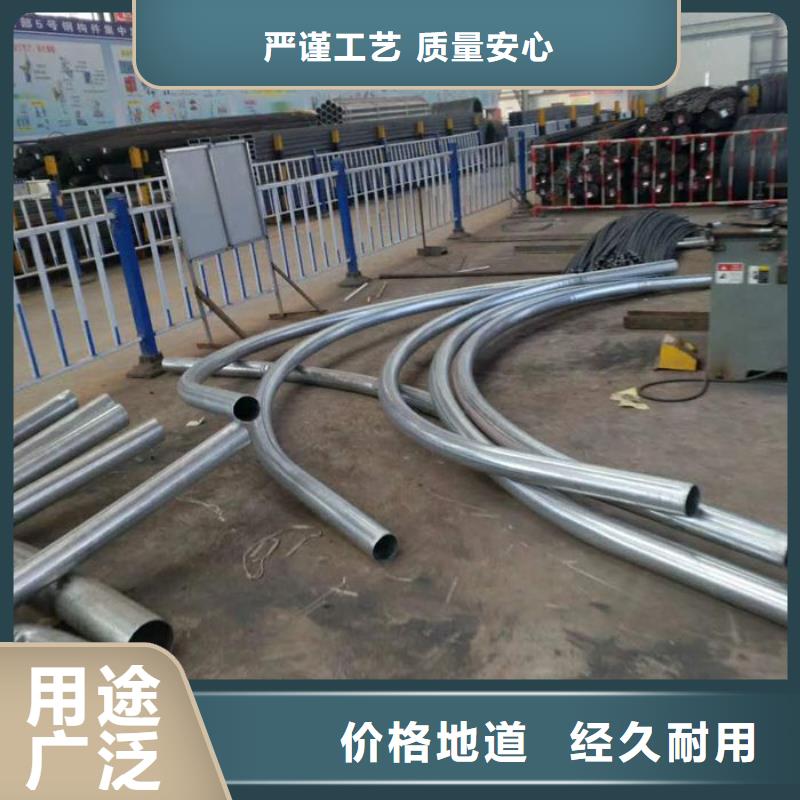
型钢冷弯机在油箱没有注入油前切勿启动电机,使用前先检查油箱内的油是否加满,如不足应加满,以防油泵吸空;设备使用的液压油要经过严格的过滤方可注入油箱,油箱在装油前要清洗好,一般使用46号抗磨液压油;冷弯机又叫弯拱机,是一种在常温下加工支护、桥梁支护等工程上所使用的弧形H型钢、弧形槽钢等材料的设备;在工程中所使用的圆管强度要求比较高,热弯的出来的H型钢强度达不到,所以要在常温下加工弯曲成型,所以这就促进了H型钢冷弯机的诞生,H型钢冷弯机一般有全液压的和半液压半机械的,目前随着工程的要求越来越高,半液压的意见逐渐被淘汰了,全液压冷弯机主要是靠液压推进大顶力油缸对于工H型钢行作业,然后自然弯曲。
型钢冷弯机弯曲半径范围:可达1.5米弯曲弧长范围:可弯曲4米长度的钢材;作业原理:把型钢弯拱机上,与减速股动的滚轮后,将压紧手柄进给锁紧,发起电机油泵组,由电动油泵输出的高压溢流阀(可悉数压力),集成块到电缆阀,有电液阀和动点开关(点进,点退)操控油缸作业,作业油缸推动,将圆管与三个支撑游轮压紧并为发生曲折变形是时开始核算,油缸推动的长度为10mm-15mm,开主电机股动圆管作业,重复操作,抵达所需间断。
型钢冷弯机注意事项:①正确使用设备,遵守操作规程,是设备故障,设备使用寿命,保障生产的条件,此设备的操作者及人员需了解设备的结构、性能、和操作规程;②在油箱没有注入油前切勿启动电机,使用前先检查油箱内的油是否加满,如没有加满,会造成油泵吸空,导致液压油顶压力不足;设备使用的液压油要经过过滤方可注入油箱,油箱在装油前要清洗好,一般使用46号或68号抗磨液压油;③本设备是用油为介质,做好油及本设备的清洁工作,以免淤塞或漏油影响使用效果。



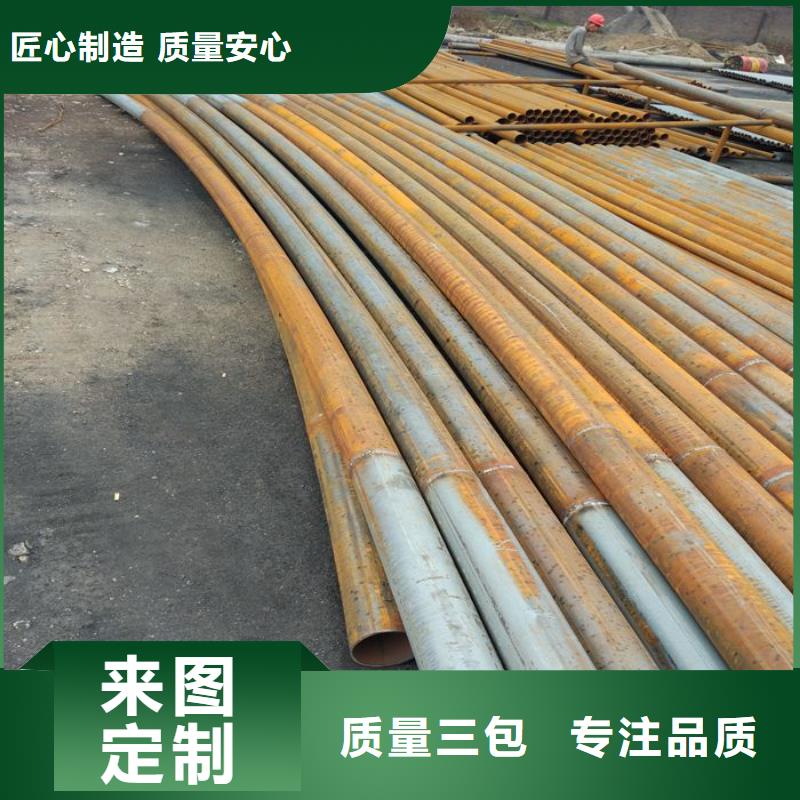
如何挑选圆管冷弯机:1、先要先看一下液压顶辊和两个主动力辊的直径(辊小的话,接触面就小,很容易会打滑);弯非标钢材的时候容易变形;2、液压油缸直径的大小决定着机器顶弯动力的大小,油缸行程的长短决定了型钢弯曲半径的可调性;3、台体钢板厚度决定着弯曲较大型钢时机器的本身能不能承重;4、看下电机的功率和减速机的减速比,这个和所要弯曲的型钢也有很重要的关系。
如何挑选弯拱机(冷弯机):许多朋友在选购弯拱机没有经验不知道怎么对比,今天万泽锦达弯拱机厂就给大家总结一下挑选弯拱机的4项因素:1、三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材 的时候容易变形;2、油缸 的直径和行程:直径和行程决定了压力的大小和弯曲半径的可调性;3、台体钢板 厚度和骨架的质量:决定着弯大型钢 材时是否变形;4、电机的功率和减速机的质量。
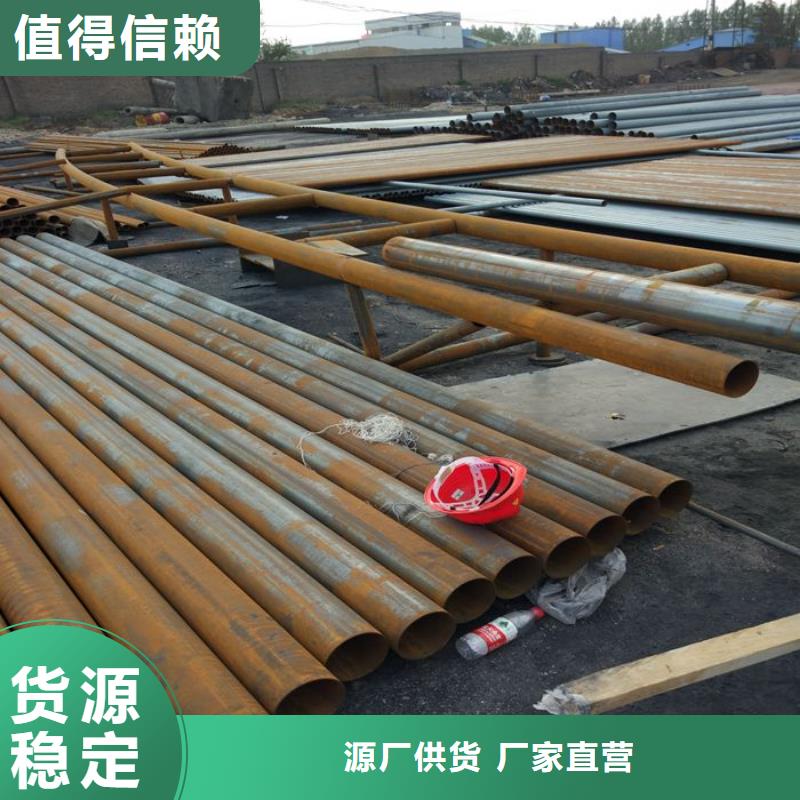
圆管冷弯机根据工作类型可分为:机械手动型、液压手动型、全液压自动型;顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形;油缸的直径和行程:直径和行程决定了压力的大小和弯曲半径的可调性;台体钢板厚度和骨架的质量,决定着弯大型钢材时是否变形;电机的功率和减速机的质量,厂家的生产规模和服务。
弯拱机在日常生活中需要做好保养,只有保养的好,才能保障设备正常的运转,那么我们需要如何保养,下面就简单为大家介绍一下它的保养注意事项:1、在使用前先要进行空载试用,了解各操作按钮以及限制技术;2、使用前查看各部件的润滑情况,需要时及时加油;3、仔细了解使用说明书 严格按照使用说明使用;4、使用过程中及时清理残渣,避免影响使用情况;5、运行时机器台面以及周围不得放置东西,发生意外事故;6、使用过程中发现异常情况停机,在清理故障后才能继续运行;7、运行过程中,如果需要反转,先停机,然后再进行反转工作。


关于圆管弯弧机模具
卷圆机设备的模具制作,均采用模具45号钢制成,这是一种具是真空脱炼钢,内质纯净,机械加工性良好,切削明显提高,淬透性良好,空冷淬硬不易出现淬裂,耐磨性好,韧性良好的材料。我们通过热处理四把火:退火、正火、淬火、回火模具的各种性能,如模具的塑性、耐磨、耐腐蚀等,以利于进行各种冷加工。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。


产品







- 保温管厂家供货 2025-09-28
- 不锈钢井盖今日价格行情 2025-09-28
- 水下电焊、水下电焊厂家-值得信赖 2025-09-28
- 服务周到的无缝管供货商 2025-09-28
- 弯管机厂家价格优势 2025-09-28
- 货源充足的中厚板实力厂家 2025-09-28
- 买工字钢必看-质量优 2025-09-28
- 劈裂机定制-厂家直销 2025-09-28
- 板品种多样 2025-09-28
- 不锈钢复合管护栏-送货上门 2025-09-28
- 耐磨钢板畅销全国 2025-09-28
- 铝板资质齐全 2025-09-28
- 通风天窗生产制造厂家 2025-09-28
- 槽钢实地货源 2025-09-28
- 欢迎选购##球墨铸铁管厂家 2025-09-28
联系方式
