您当前的位置:商助贸易宝 » 滦南商助贸易宝 »滦南产品 » 厚壁无缝钢管厂家,发货快
厚壁无缝钢管厂家,发货快
更新时间:2025-08-30 20:44:49 ip归属地:唐山,天气:阴转多云,温度:21-27 浏览:1次


- 发布企业
- 星腾伟业金属材料(唐山市滦南县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝钢管
- 所在地
- 开发区汇通物流园B115
- 联系电话
- 0635-8885600
- 手机
- 18865278086
- 联系人
- 任威 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:唐山市滦南县厚壁无缝钢管厂家,发货快的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 厚壁无缝钢管,发货快供应范围覆盖河北省、唐山市、滦南县、路南区、路北区、古冶区、丰南区、丰润区、曹妃甸区、滦县、乐亭县、迁西县、玉田县、遵化市、迁安市等区域。 |
【星腾伟业】持续拓展产品矩阵,现有迁安无缝钢管好品质选我们、丰润无缝钢管今日新品、遵化无缝钢管实力工厂等,满足不同场景需求。厚壁无缝钢管厂家,发货快,星腾伟业金属材料(唐山市滦南县分公司)专业从事厚壁无缝钢管厂家,发货快,联系人:任威,电话:【0635-8885600】、【18865278086】,以下是厚壁无缝钢管厂家,发货快的详细页面。 河北省,唐山市,滦南县 滦南县,因位于滦县南部,故名滦南县。商,县地属孤竹国。唐开元二十八年(740年),析卢龙置马城县。1983年,唐山地区撤销,实行市管县体制,滦南县归唐山市。滦南县是中国民间文化艺术之乡革命文物保护利用片区分县、全国文明城市提名城市、评剧之乡、乐亭大鼓之乡。
厚壁无缝钢管厂家,发货快产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
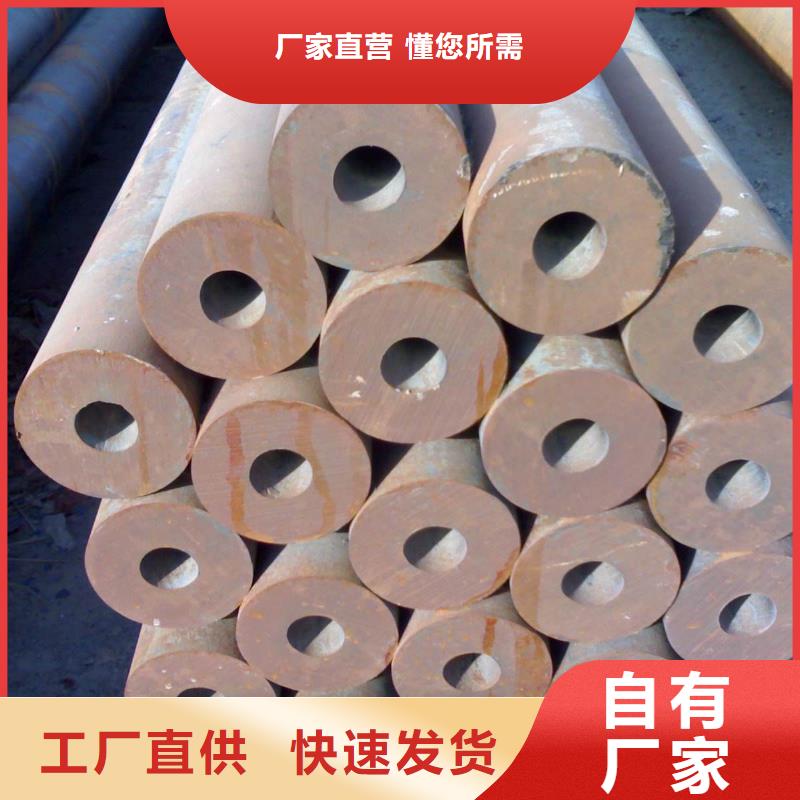
以下是:唐山滦南厚壁无缝钢管厂家,发货快的图文介绍
欢迎前来了解唐山滦南星腾伟业金属材料有限公司发布的 无缝钢管价格, 无缝钢管厂家信息,服务质量好,性价比高,为您节省采购成本!


厚壁无缝钢管在机械、石油、化工等行业应用广泛,传统的切割工艺存在加工效率低、自动化程度低等问题.近年开发的钢管数控仿形锯切技术使用专用锯切设备和锯片,不仅能够快速、的锯切大直径ERW焊管,而且在大型厚壁无缝钢管的生产和加工中得到了应用.由于采用了数控仿形锯切的原理,可以使用较小直径的硬质合金齿涂层锯片锯切 φ720mm×60 mm 的钢管,适用钢级达到N80以上.经过生产使用证明,厚壁无缝钢管的仿形锯切生产效率高、锯切质量好,工作噪音低,性能好.
随着机械、石油、电力等行业的快速发展,对大直径厚壁无缝钢管的需求不断增加。为此,国内近年来新建了多条厚壁钢管生产线和石油钢管加工线,对钢管的切断加工提出了更高要求。对于大规格厚壁无缝钢管,传统的切断方法主要有旋转式切管机和双金属带锯机两种形式。它们的特点是投资少,但加工效率较低,而且不易于形成自动化锯切生产钱,因而自动化程度不高,难以适应钢铁行业中连续式、大批量生产的需要,因此急需开发一种新型的厚壁无缝钢管锯切技术和工艺方法。



大口径厚壁无缝钢管具有承受高温高压等特性,是制造电站锅炉及建设电站管系的主要材料,也可用于制造化工行业中的压力容器筒体、塔体、瓮本,以及其他机械行业中的液压机、启闭机油缸、打机汽缸、离心浇铸球墨铸铁管管模等。
根据市场需求,大口径厚壁无缝钢管势必发展成企业支柱产品。本文简单介绍大口径厚壁无缝钢管的改造工程并对市场作简要分析。
大口径厚壁无缝钢管在国内是 生产,其竟争主要来源于国际市场。近几年,国际厚壁钢管生产厂商通过资产重组,形成新的竟争格局,市场形势变化很大。1997年五金矿产进出口总公司组织武汉锅炉厂、北京巴威公司、上海锅炉厂、哈尔滨锅炉厂、东方锅炉厂、四川锅炉厂等电站锅炉行业六家企业赴意大利、西班牙、法国、德国等 厚壁钢管生产厂进行考察,了解到这些生产厂正在进行行业调整重组。意大利、阿根廷、墨西哥等有关厂商联合组成DALMINE集团,西班牙的TR和PT联合,法国的VALLOUREC和德国的 MANNESMANN联合。
据国内进口商反映,现这些国外厂商通过资产重组来抬高产品价格,从而形成对厚壁钢管行业的垄断,已构成对国内电站锅炉厂的威胁。另外,这次考察还了解到,国际上仅有德国的 MANNESMANN一家公司能够批量生产直径大于508mm、壁厚大于80mm的大口径厚壁无缝钢管,但价格高而且供货周期长,美国有家公司可以试生产,且现还未形成批量供货能力,而这档规格的产品正是武汉重型铸锻
厂的长项。



27SiMn(化学成份(国标):C:0.24-0.32;Mn:1.1-1.4;Si:1.1-1.4;S:≤0.035:P:≤0.035)厚壁钢管(壁厚范围28mm~60m)被广泛用于煤矿液压支架大立柱缸体,有的缸筒长达2000m,其中一段长200m缸筒的外圆直径要从Φ380m增至Φ398m,常规工艺选择用中408m钢管加工,这种方法切削量太大,不仅造成材料的浪费,并且生产周期长。如果采用平常的堆焊方法,当堆焊层金属出现气孔、裂纹、夹渣等缺陷时,就会造成渗漏、密封件挂伤,严重时将出现堆焊层剥落现象,还会出现缸柱间互相窜液、立柱油缸液压力升不上去影响使用的情况。
本发明的目的在于提供一种加工质量和效率高的27SiMn厚壁钢管的堆焊方法
为实现上述目的,本发明可采取下述技术方案:
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽后,预热140-160℃,控制层间温度在150-200C,用80%Ar+20X00保护气体、采用SLD60焊丝分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温:在整体装炉升温至540℃,保温4小时,冷却至室温即可。
所述SLD60焊丝的组分为C:0.05;Mn:1.29:Si:0.76:Mo:0.34:Ti 0.11;S:0.01;P:0.02:所述焊丝的直径为Φ1.6。
本发明的优点在于堆焊前预热,采用80%Ar+20%C0,保护气体,焊接材料用SLD-601.6,按照上述加工方法进行堆焊,焊后热处理,这样不仅工艺方法经济合理,堆焊层与母材之间的熔透质量高、堆焊层金属无气孔、裂纹、夹渣等缺陷,达到满足液压支架缸筒的设计强度及尺寸要求;由于液压支架的生产批量大,且每根缸筒的堆焊层厚达9m,采用本堆焊方法,不仅可以节约材料,又可以提高生产效率。
具体实施方式
本发明所述的27SiMn厚壁钢管的堆焊方法,它包括下述加工步骤:
将需堆焊部位粗加工至见金属光泽,除去表面的油、垢等污物,预热150℃控制层间温度在150-200℃,用远红外测温仪监测温度;用80%Ar+20XC02保护气体、采用SLD-60中1.6焊丝,焊丝的重量组份分为:0.05:Mn:1.29:Si:0.76Mo:0.34:Ti:0.11;S:0.01;P:0.02:选用单枪环缝气体保护自动焊机(电流420A,电压40V,焊速600m/min),分层堆焊至要求的厚度后,冷却至100℃,再整体加热至900-940℃,保温2小时后出炉淬水至室温;在整体装炉升温至540
C,保温4小时随炉缓冷至300℃出炉,冷却至室温即可



我国自行设计制造的、完全拥有自主知识产权的超高压厚壁无缝钢管垂直挤压机在北方重工集团研制成功。
厚壁无缝钢管的生产,不但满足 在电站建设上对厚壁无缝钢管的急需,节约大量外汇,而且打破了发达 的技术封锁。
超高压厚壁无缝钢管垂直挤压机为1.5万吨压力的厚壁无缝管坯生产设备,它是为3.6万吨大型垂直挤压装备配套的前一道生产工序装备,专门生产厚壁无缝管毛坯,是整套垂直挤压生产线的关键设备。它的工艺技术、制造生产过程复杂,技术难度大。
北方重工集团工程技术人员与清华大学专家教授联合攻关,创造了大吨位设备吊装安装、超高压直供泵调试、整个液压系统信号与设备本身联动、油位控制系统多项世界 .
今年在唐山市滦南县购买厚壁无缝钢管厂家,发货快有了新选择,星腾伟业金属材料(唐山市滦南县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的厚壁无缝钢管厂家,发货快产品。如需购买或咨询,请随时联系我们,联系人:任威-【18865278086】,地址:开发区汇通物流园B115。
我们的其他产品